來(lái)源: 發(fā)布時(shí)間:2016年09月13日 08:55:31 閱讀:4252
漏油是注塑機(jī)液壓系統(tǒng)最為常見(jiàn)故障��,又是最為難以徹底解決的故障���。這一故障的存在,輕則降低注塑機(jī)液壓傳動(dòng)技術(shù)參數(shù)�,污染設(shè)備
來(lái)源: 發(fā)布時(shí)間:2016年09月13日 08:50:38 閱讀:1703
一��、鎖模部分故障問(wèn)題及處理方法(一):不鎖模 處理方法: 1):檢查安全門(mén)前行程開(kāi)關(guān)����,并修復(fù)�����。 2):檢查電箱內(nèi)24V5A電源��,
來(lái)源: 發(fā)布時(shí)間:2016年09月01日 09:25:24 閱讀:4678
PC通稱聚碳酸酯�����,由于其優(yōu)良的機(jī)械性能,俗稱防彈膠��。PC具有機(jī)械強(qiáng)度高、使用溫度范圍廣���、電絕緣性能好(但防電弧性能不變)、尺寸穩(wěn)定性好、透明等特點(diǎn)���。在電工產(chǎn)品、電儀外殼��、電子產(chǎn)品結(jié)構(gòu)件上被廣泛使用。
來(lái)源: 發(fā)布時(shí)間:2016年08月31日 10:01:46 閱讀:1499
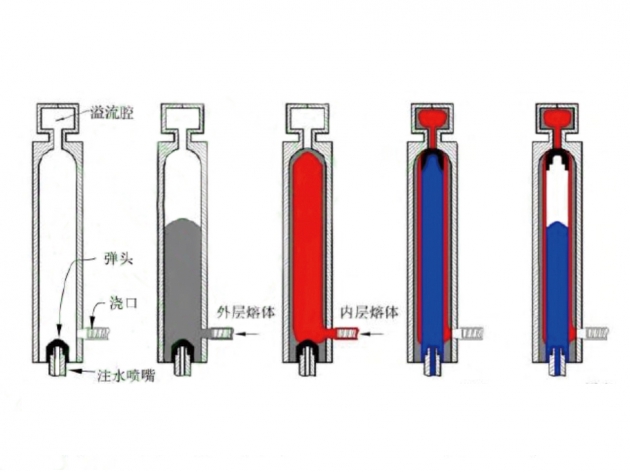
注塑制品是指用注塑成型機(jī)把塑料加熱塑化熔融���,然后再注射到成型模具空腔內(nèi)成型�����,經(jīng)冷卻降溫�,熔體固化后脫模,注塑成型機(jī)注射
來(lái)源: 發(fā)布時(shí)間:2016年08月22日 10:15:57 閱讀:2842
注塑成型是一個(gè)循環(huán)的過(guò)程�,每一周期主要包括:定量加料—熔融塑化—施壓注射—充模冷卻—啟模取件�。取出塑件后又再閉模����,進(jìn)行下一個(gè)循環(huán)��。
來(lái)源: 發(fā)布時(shí)間:2016年08月10日 09:44:50 閱讀:1849
塑料產(chǎn)品的應(yīng)用與我們生活息息相關(guān)�,射出成型與押出成型目前是塑料加工領(lǐng)域最經(jīng)濟(jì)、最節(jié)省能源的加工方式�。其中塑機(jī)射出螺桿是最為重要的關(guān)鍵組件��,對(duì)于不同塑料各有其物理特性��,使得塑機(jī)射出螺桿的設(shè)計(jì)也隨之不...
來(lái)源: 發(fā)布時(shí)間:2016年08月08日 09:09:52 閱讀:2108
發(fā)泡塑料是以熱塑性或熱固性樹(shù)脂為基體���,其內(nèi)部具有無(wú)數(shù)微小氣孔的塑料。發(fā)泡是塑料加工的重要方法之一���,塑料發(fā)泡得到的泡沫塑
來(lái)源: 發(fā)布時(shí)間:2016年08月08日 09:07:11 閱讀:5677
塑化裝置一般設(shè)有整體轉(zhuǎn)動(dòng)機(jī)構(gòu)。在裝拆注塑機(jī)螺桿噴嘴���、螺桿和機(jī)筒時(shí),首先應(yīng)將注塑座定位螺桿擰松���,使其與原來(lái)位置偏轉(zhuǎn)一定角度,使注塑座機(jī)筒軸線避開(kāi)合模裝置的軸線���,以利于注塑機(jī)螺桿、機(jī)筒的拆裝和維修�。
來(lái)源: 發(fā)布時(shí)間:2016年08月05日 09:11:28 閱讀:2291















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...